各种塑料术语及相关定义(1)
a
001氨基树脂氨基树脂
是由尿素、三聚氰胺等氨基化合物与醛或醛缩聚而成的聚合物。
002氨基塑料
一种基于氨基树脂的塑料。
003气泡
在塑料成型过程中,由于残余空气或其他气体而在产品内部形成的气泡缺陷。
B
004板
一般指厚度大于2 mm的软平面材料和厚度为0.5 mm的硬平面材料。分体式模具
005分体式模具
是由两个或两个以上的部件组成并用模套夹紧的压模。
006半透明性
一个对象只能通过一部分可见光,但不能用来清楚地观察其他对象的特性。
007半闪光模具
在压缩成型中,当模具关闭时,只允许有限数量的材料溢出。
008半硬质塑料
根据GB 1040-79《塑料拉伸试验方法》,拉伸弹性模量为700-7000 kgf/cm2
,约为70-700 108 PA。标准环境按GB 1039-79《塑料力学性能试验方法》的要求选择。
009封装
通过刷涂、浸渍和喷涂将热塑性树脂或热固性树脂涂在零件上,并将产品的外表面完全覆盖以用作保护涂层或绝缘层的操作。
010薄膜
一般指厚度在0.25毫米以下的扁平软塑料制品。
塑料容器在
和
压力下的最大爆裂强度。
012塑料板材在切割过程中出现大面积平行划伤或沟槽状缺陷。
013保持时间
(1)在注塑成型中,是指塑料充满模腔并在模具中施加规定的塑料保护压力的一段时间。
(2)在压缩成型中,指材料压入型腔释放压力后,压力上升到预定值的时间。苯胺甲醛树脂
014苯胺甲醛树脂
是苯胺与甲醛缩聚制备的氨基树脂。本体聚合
:单体(通常是液体)的聚合,除催化剂或引发剂外,不使用任何其他介质(如稀释剂或溶剂)。
016苯乙烯树脂
由苯乙烯或其衍生物聚合或苯乙烯与其他不饱和化合物共聚而成的聚合物。
017闭孔泡沫闭孔泡沫塑料
含有大多数互不相连的泡沫。
018比例极限
材料在不偏离应力和应变之间的比例关系的情况下所能承受的最大应力(胡克定律)。绝对粘度与密度之比是比密度粘度。
ν=η/р
V-比密度粘度
η-绝对粘度
р-流体粘度(cm·g·s,单位:沲);m·kg·s单位:m2/s(=104沲)
020合模时间
从合模开始到完全合模的时间。材料在断裂点的强度(一般抗拉强度)与其密度的比值,用厘米(m2/S2)表示。
022变色
塑料制品因光、热、户外暴露、化学试剂等引起的颜色变化。
023表示每单位体积试验材料(包括空隙)的质量。
024标距长度
在所测应变或长度变化范围内标记的试样原始长度。
025表面处理剂
用于处理塑料、填料、颜料和粘合剂载体的表面,以提高粘接性能。
026平行于通过材料表面的电流的电位梯度与表面单位宽度电流的比值,单位为欧姆。
注:如果电流稳定,则表面电阻率数值等于方形材料两侧两个电极之间的表面电阻,而不考虑正方形的大小。
027泡罩(泡沫塑料)中的泡沫塑料(泡沫塑料)中的局部塌陷密度
由于多孔结构的破坏而受损。
028 C阶段C阶段
某些热固性树脂在成熟瓜中的最后阶段。在此阶段,树脂既不溶解也不熔化。
029丙烯腈-丁二烯-苯乙烯树脂
ABS树脂
丙烯腈-丁二烯和苯乙烯或其衍生物的三元共聚物或丙烯腈-丁二烯共聚物和丁二烯-苯乙烯共聚物的混合物。
030丙烯腈-丁二烯-苯乙烯塑料
ABS塑料
丙烯腈-丁二烯-苯乙烯树脂塑料。
031丙烯酸塑料
是基于丙烯酸树脂的塑料。丙烯酸树脂
032丙烯酸树脂
是由丙烯酸或丙烯酸衍生物聚合或丙烯酸与其它不饱和化合物共聚而成的聚合物。
033丙烯树脂丙烯树脂
是由丙烯聚合或丙烯与一种或多种其它不饱和化合物共聚而成的化合物。
034泊松比
材料比例极限内由均匀分布的纵向应力引起的横向应变与相应纵向应变之比的绝对值。
注:当超过比例极限时,泊松比随应力的变化而变化,这实际上不是泊松比。在这种情况下,如果记录了泊松比,则应显示测量的应力值。对于各向异性材料,泊松比随外加应力方向而变化。
035波纹度
塑料制品表面的波纹度缺陷。
036不饱和聚酯
主链上有不饱和键的聚酯。
037正模
在压缩成型中,一种没有模具溢出的模具。
C
038层压
有或没有粘合剂,两层或两层以上相同或不同的材料通过加热和压制组合成一个整体。
039多日压力机
在动压盘和固定压盘之间带有浮动压盘的压力机,即带有三个或更多热压盘的压力机。
040层压成型
通过热压将纤维织物切割成某种形状并用树脂浸渍以形成所需厚度的模压塑料产品。层压制品
:用树脂浸渍的两层或多层织物层压和热压而成的一种完整的塑料制品。
042差热分析
一种分析物质的方法。当样品与标准物质采用同一程序控制时,用时间或分析方法记录样品与标准物质之间的温差。
或两种以上聚合物混合物。
044长径比(长径比)
螺杆有效长度(L)与螺杆直径(D)之比。
045常规碱基单元
是聚合物的基本单元,与立体异构无关。超声波焊接
046超声波焊接
046热塑性塑料在超声波振动作用下,由于表面分子间的摩擦,两块塑料熔合在一起。
047型芯销
是一种嵌入模具型腔中的硬质钢销,用于在产品中形成孔或螺纹孔。
048冲击强度
(1)材料承受冲击载荷的最大能力。
(2)在冲击载荷下,材料失效时所消耗的功与试样横截面积的比值用KGF·cm/cm2(n·M/m2)表示。
049冲孔
一种塑料成型方法,即通过冲头和精密模具将塑料板制成产品的过程。
050贮存期,贮存期
在一定条件下性能可变的材料(单体、树脂、涂料、粘合剂等)的最长贮存期、保质期
。
051蓄能器
用于中空吹塑,用于快速喂料和/或改进加工辅助柱塞挤出机。在塑料成型机的液压或气动系统中用来提高速度的装置。
053转移模塑
热固性塑料的一种成型方法,其中模塑材料首先在加热室中加热软化,然后压入加热的模腔中进行固化。
054转移模型模具。转移模
用于转移模塑的模具。
055压力垫
设计用于在模具关闭时降低模具闭合面上的压力的附件。也称为压力垫。
注:压力垫通常由坚硬的钢块制成,以承受夹紧面上的部分压力。不推荐,压力垫。在
056(型坯)拉深
中空吹塑成型过程中,由于战略效应,挤出的型坯凹陷,使直径和壁厚趋于正常。
057吹塑薄膜工艺
通过挤压形成热塑性薄膜的方法。塑料被挤出成一个管子,然后借助吹入管子的空气不断膨胀成一定尺寸的管状薄膜。
058吹塑压力
中空吹塑过程中注入型坯的空气压力。
059爆破比
(1)在中空吹塑的情况下,吹塑型腔的最大横向直径与管状型坯外径的比率。
(2)膨胀管膜的直径与吹膜模具直径的比率。
060吹气速度
型坯充入压缩空气后,中空制品内部压力达到规定值的时间。当
061促进剂
与催化剂或固定剂一起使用时,可以提高反应速率。
062醋酸纤维素,一种由醋酸、醋酸酐和纤维素a的混合物制备的纤维素酯。
注:通常用于塑料制造的醋酸纤维素是含有52-56%乙酰基的部分乙酰化产物。
063脆性温度
塑料在低温下的机械行为的测量。用一定能量的冲击锤进行冲击试验时,试样开裂概率达到50%时的温度称为脆性温度。
d
064袋压成型
等压成型
是将刚性模具和弹性袋之间的增强塑料均匀地由弹性袋(或其他弹性膜片)压制而接受流体压力的方法。根据引起流体压力的原因相同,可分为压力袋成型、真空袋成型和高压釜成型。
065单腔模具
单腔模具
。单体
066可自行聚合或与其它类似化合物共聚形成简单的聚合物化合物。
067导热系数
在稳定条件下,垂直于单位面积方向的单位温度梯度的导热率通过单位面积。单位为cal/cm·s·d[或w/m·k]
068一种等规聚合物,主链上的不对称原子(通常是碳原子)具有相同的聚合物构型。
注:如果主链被拉伸,使得主链的碳原子排列在平面内,则相同的取代基排列在主平面的同一侧。寡聚物
069低聚物
由几个链段组成的聚合物。如二聚体、三聚体、四聚体或这些低聚物的混合物。
注:也可指分子量小于几千的聚合物。
070低温柔韧性
070低温柔韧性
热塑性塑料的特点是在低温下保持柔软。随着温度的降低,塑料的柔韧性逐渐降低,在一定温度下最终变脆。该特性通常用作在较宽温度范围内进行扭转试验时计算的表观弹性模量。
071低压成型
使用压力等于或小于14 kgf/cm2和约1.4×106[PA]的模压或层压方法。
072闭合装配时间
从涂层表面层压到加压的时间。
073顶杆
在开模过程中从模腔中弹出成型件的活动杆。
074定容加料
在成型过程中,采用定容加料的方法。
075定位销定位销
在由两个或多个零件组成的模具中,设计用于精确定位模具相邻两个零件的销
建议:导柱
076定位销孔
设计使模具相邻两个零件精确定位,也称导柱。
不推荐:导柱孔
077定位销套筒定位销衬套
用定位销孔加固的硬钢套。
不推荐:导套
078定向聚合(作用)聚合
注意:一些可以进行定向聚合的单体可以在定向聚合催化剂(如Ziegler和Natta催化剂)存在下聚合生成规则聚合物。
079上浆系统
当挤出物未完全冷却时,用于进一步调整挤出产品的形状和尺寸并使其在挤出过程中冷却的装置。
080固定板固定板
在压力机或注塑机的夹紧机构中不能打开和关闭的加载板。在注塑机上安装固定的模具模板。
081定重送料
在成型过程中,送料方式为定重。定量喂料机的进料精度更高,与定容计量相比
更为复杂。
082动态试验
(1)负荷率或变形率随时间变化的破坏性试验,如疲劳试验、冲击试验、产品动态模拟试验等。
(2)通过循环应力或变形研究材料性能的无损试验。
083活动压板
在压力机和注塑机的夹紧机构中,用于打开和关闭的加载板。板驱动模具随着液压活塞或连杆机构的运动而移动。
084对数粘度值
Iη(η/ηо)
С
,式中:η-聚合物溶液粘度
ηо-纯溶剂粘度
d-聚合物溶液浓度,单位为g/ml。
不推荐:特性粘度。
085多浇口多浇口
在注射和转移成型中,一个型腔有多个浇口。模具
或多个(E)型腔
型腔。
e
087缺料
087缺料
是挤压过程中由于进料漏斗堵塞而引起的一种缺料现象。
088二次成型
一种塑料成型工艺。一种以塑料异型材为原料,经加热压制
089塑料制品或型材成型后的二次加工,如机加工、焊接、改性等,使其成为所需产品的方法
f
090发泡发泡
是制备塑料微孔结构的过程。
在制造091发泡剂发泡剂
泡沫塑料时,使塑料产生微孔结构的物质。
在模塑的早期阶段,为了释放加热的模塑化合物中的水分、空气和/或水分或其他低分子挥发物而瞬间打开和关闭模具的操作。
093无损检测
无损检测
在不损伤材料的情况下进行的检测,如X射线分析、超声波探伤、光弹性检测方位和内应力等。
094脱层脱层
层压板。酚醛树脂
095酚醛树脂是由苯酚和甲醛缩聚而成的酚醛树脂。
096流道
在用于注塑或转移成型的多模型腔模具中,连接浇口和浇口的流道部分。
097分流梭形鱼雷
位于挤出机或注塑机的筒体或模具中的流线型金属块。其作用是迫使熔融物料分散成薄层,增强传热效果,从而提高塑化能力。此术语指螺杆的平滑混合头。
098酚醛树脂酚醛树脂
由酚类化合物与醛(或酮)缩聚而成的聚合物。注:常用酚醛树脂、甲酚甲醛树脂、二甲酚甲醛树脂、酚醛糠醛树脂。
099酚醛塑料
是以酚醛树脂为基料的塑料。分散聚合
:分散体系中的聚合。
注:单体的分散是通过高浓度分散剂和机械搅拌进行的。有时用作粘合剂、分散系统等
101分散
一种稳定的多相体系,其中一种或多种精细分散体均匀分布于另一种中。
102分子量
分子中原子量之和。
注:聚合物是不同分子量同系物的混合物,其分子量应以统计平均分子量表示。
103分子量分布
构成不同分子量聚合物的相对重量。
注:相对重量按一定的概率函数分布,通常用分子量分布曲线表示。
104浮动压板
在覆膜机的动态压板和固定压板之间设有一个或多个从动板。
105复合物
由两个或多个不同物理相组成的固体材料。
106呋喃树脂呋喃树脂
呋喃树脂的主链是呋喃环聚合物。
107呋喃塑料
呋喃树脂基塑料。辐射聚合
:由辐射(如γ射线、β射线、α射线)引发的单体聚合。氟塑料
109氟塑料
是以含有氟原子的单体自聚合或与其它不含氟的不饱和单体共聚而成的聚合物基塑料。
g
110改性树指
一种添加了改性剂的合成树脂,以改变树指的加工性能或物理性能。
111干斑
增强塑料的缺陷,表明增强材料的表面部分或没有被树脂浸渍。
112干法混合
通过在低于树脂软化温度的温度下无溶剂搅拌,生产树脂(通常为PVC)和添加剂(如增塑剂)的松散干燥混合物的过程。
113干混
未经熔融或溶剂添加而制备的松散混合物。
114一种大分子分子
,由一个或多个重要的链节组成,分子量大(通常从数千到数百万)。有天然聚合物和合成聚合物。
115高频焊接
一种焊接方法,在高频电磁场的作用下,塑料零件因介电损耗而加热,从而使接合面熔合和粘合。
116高压成型
使用压力大于14 kggcm2和约1.4×106[PA]的成型或层压方法。
两个或多个单体或单体与聚合物之间的聚合。
118共聚物
由共聚物形成的聚合物。嵌段共聚物、接枝共聚物、无规共聚物、规则共聚物等。
119功率因数
电容器介电损耗的测量,即有效功率与表观功率之比。它可以用以下四种方式表示:(1)电容器中电介质消耗的功率(用瓦特表示)与有效功率的比值;
(2)电流和电压矢量之间的相角φ的余弦;
(3)损耗角δ的正弦(即相角的剩余角=900-φ);
(4)当损耗角δ足够小时,Tanδ等于sinδ,可用损耗角δ的正切值表示。
120官能度
单体聚合中官能团的数目。
注:不饱和双键的功能是2
121光稳定性
塑料材料在阳光或紫外线照射下抵抗褪色、发黑或降解的能力。
122光学失真
当通过或靠着材料表面观看对象时,所看到的对象的几何结构发生变化。
123光泽
当被光照亮时,表面反射光的能力,表示为试样在相对于标准表面的正反射方向上反射的光量的百分比(光泽度)。轧制过程中
两辊之间的累计间隙
。
125过熟
在热固性树脂或塑料的固化过程中,由于时间过长和/或温度过高而导致性能退化。
126滤网
挤出机料带前由筛板支撑的不同网目丝网组用于过滤熔融物料流动,增加物料流动阻力,过滤掉机械杂质,提高混合或塑化效果。
H
127焊接
通过加热和加压或其他方式将热塑性产品的两个或多个表面熔合成一个整体的方法。
128夹紧力
在成型过程中施加在模具上以保持模具闭合的力。
注:施加液压时夹紧力和锁紧力相同,但添加轴杆时不同。轴杆在模具上的力称为夹紧力,液压为夹紧力。但在机械这个词上没有区别。
129后成型
在加热和压力下未完全成熟的热固性塑料的后定型。
130后固化
热固性树脂在成型后通过放置或加热完全老化的过程。
131后压
是一种成型聚四氟乙烯和其他具有高尺寸精度要求的产品的方法。模具在室温下保持新烧结零件的温度和温度。
不推荐:成型
132膏状挤出
将聚四氟乙烯(PTFE)与添加剂混合成糊状,然后通过柱塞挤出(推动),干燥并烧结成所需产品的方法。这种方法通常用于制造包线、小直径管道、棒材和胶带。
133化学泡沫塑料
填充由特殊化学发泡剂的热分解或化学反应形成的气泡的泡沫塑料。
134环氟树脂
一类含有两个或多个环氧基的可交联树脂。
135环氧塑料
基于环氧树脂的塑料。
136黄色指数
根据样品对红光、绿光和蓝光的反射率(或透射率),在标准光源下使用标准氧化镁白板作为参考,计算出黄色深度的量度。
137返回杆
在合模过程中迫使脱模部件返回的杆。
138回油活塞
一种辅助液压装置,它使液压机的主活塞返回其原始位置或复位薄膜剥离装置。
139灰分
材料燃烧后的残余无机残渣,以百分比表示。
140火焰处理
用强氧化火焰氧化塑料表面的过程。
注:主要用于改善聚烯烃塑料的印刷和粘合性能。
141火焰喷涂
通过在喷枪喷嘴处的锥形火焰熔化来实际喷射流态化树脂粉末的方法。
142混合器
用于均匀混合树脂和其他添加剂的机器。
143混合物
一种或多种聚合物与其他成分(如填料、增塑剂、催化剂和着色剂)的混合物。
上一篇:降解塑料的定义和分类
下一篇:各种塑料术语及相关定
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
本周热门资讯排行
最新资讯
-
Array
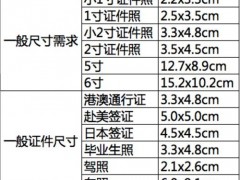 2寸证件照尺寸 二寸
2寸证件照尺寸 二寸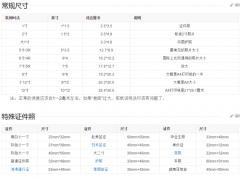 一寸照片的尺寸是多
一寸照片的尺寸是多 非典为什么突然消失
非典为什么突然消失