当聚合物价格上涨,消费者要求无休止的降价时,加工者可能难以生存。然而,许多处理器仍有可能通过微调薄壁成形来找到提高工艺经济性的有效方法。现在,有一些适用的技术可以大大缩短生产周期,降低机器的夹紧力,节省原材料。
薄壁成形通常是指成形壁厚小于LMM的零件,或流道长径比大于100的大型零件的成形过程。然而,马萨诸塞州geplastic的生产服务经理Kurt Weiss承认,高速高压成型是描述这一过程的更好的词。”我们使用速度使材料尽快进入模具,并使用剪切热来防止熔体冷凝。”正如德国慕尼黑kraussmaffei注塑机产品管理主管heizrasinger所说,“压力只用于确保材料快速通过薄壁部分。”
heizrasinger,德国慕尼黑kraussmaffei公司产品管理部负责人表示,只在压力上下功夫,因为零件壁厚越来越薄,机器模板必须更重,夹紧力也要更高,所以压力只会以较大的裕度功率增加。
注意“通常”一词。有一些方法可以解决压力问题。它们可能是稀有商品,需要资本支出或存在许可/专利权支付问题,但这些技术确实值得考虑。
马萨诸塞州trexel公司的发泡技术MuCell,甚至其他物理或化学发泡技术,都会对熔体流动行为产生重大影响。例如,trexel声称其一位客户在测试期间长宽比达到了800:1。
德国应用工程师领袖斯特凡哈特曼(stefanhartmann)证实,穆赛尔技术可以使用,但他补充道,“这并不是普遍适用的。例如,它不适用于没有成核剂和未填充材料的聚丙烯,”Hartmann说,并补充说,trexel需要做更多的材料特性描述,以说服更多的处理器接受MuCell技术。
提高表面质量
此外,发泡影响冲击强度,表面光泽度达不到A级。但是,为了解决至少第二个问题(表面问题),我们正在进行大量工作。德国Battenfeld的高级开发经理Thomas Kosshorst说:“与MuCell技术的联合注入在薄壁应用中具有潜力。”。MuCell可作为带表面材料的芯材壁厚为LMM的零件适用于此工艺,”他说
奥地利恩格尔公司与德事隆公司的MuCell技术公司和tellimold技术公司合作,以获得表面光洁度良好的轻型零件。智能化过程是对模具进行预加压,然后利用型腔和喷嘴内的压力和温度传感器,实现过程的实时闭环控制。密歇根州textronaotive室内装饰业务副总经理jerrymosigo说:“我们已经在这个过程中消除了媒体的压力。”。根据在德事隆公司使用至少30天的25个应用程序,mosingo说平均生产周期减少了12.22%,废料减少了80.12%,尺寸能力系数(CP)提高到94.86%。”这是基于汽车仪表板的尺寸和图像的移动,他说PC/ABS合金手机壳的CP已经达到5.46,已经增加到5.6。
莫辛戈说,薄壁成型不能通过蓄能器注射来辅助。“我们使用薄壁模具,操作速度比以前快了5%。因此,与过去的20%相比,已经没有剩菜了。”此外,他声称,事实上,在各种情况下,在小型机器上形成{hottag}是有可能的,因为消除了过多的模具填充。
德事隆公司(Textron automotive)intellimold生产副总经理埃德鲁特科夫斯克(edrutkowske)说,德事隆使用无线电前车架演示intellimold工艺,“零件的壁厚为1.47mm,肋骨厚度为O.79mm。”。值得记住的是,我们生产的零件没有凹陷,即使在肋骨的交叉处,生产周期缩短了3秒。”
许多注塑机制造商现在在供应设备时提供intellimold作为一种选择。例如,俄亥俄州的vandomdemag刚刚宣布intellimold和MuCell都可以在其HT机器上使用。另一种使用气体背压的工艺是朝日化学株式会社的amotec工艺。虽然该工艺最初是为了在不涂漆的情况下获得优异的表面质量而开发的,但实验表明,该工艺还可以将流动长度增加10倍。朝日说,掌上电脑是它的主要应用,它的薄壁外壳可以通过这种工艺形成。今年3月,amotec工艺的第一个商业应用是用于笔记本电脑的亚克力导光板。
超薄壁厚的超低压加工
另一种减压方法是在熔体注射过程中在模具型腔中留下空气通道。英国Petworth的技术开发公司Coralfaan已经获得了一项工艺专利,这项工艺名为注塑冲击冲压或II--C,它可以在通用注塑机上生产薄至60微米的零件。该工艺包括将熔体高速注射到部分开放的型腔中,然后高速关闭模具。
珊瑚泡沫的工程负责人彼得·克拉克(Peter Clarke)说,用户可以在不影响零件性能的情况下,将重量减轻至少20%,因为它可以使用性能良好但粘度更高的材料,就像一般挤压中使用的材料一样。此外,可使用至少25%的较低夹紧力。
克拉克利用这项技术生产简单形状的产品,如圆盆和烧杯,尽管第一次商业应用可能是壁厚为o.14毫米、最大流通路径为60毫米的汽车扬声器的双喇叭,由30%碳纤维增强聚丙烯模制而成,另外,它的边缘周围还有一个厚度为0.175-0.6mm的垫圈,根据协议,扬声器制造商将获得ii-c在本申请中的专有权。
coralfeam Co.,Ltd.与意大利热流道制造商Plasting company合作开发了一种特殊的阀门闸阀系统。”这意味着ll-c工艺可以在任何类型的注塑机上运行,“事实上,你根本不需要传统的注塑系统,只要一台挤出机,技术主要包含在模具中。”
这个过程的主要优点是它需要非常低的压力,因为例如,扬声器吹口所需的液压大约为10巴
薄壁技术降低工艺压力
上一篇:薄层涂覆用色母粒与普
下一篇:博物馆里的有趣家具(
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
本周热门资讯排行
最新资讯
-
Array
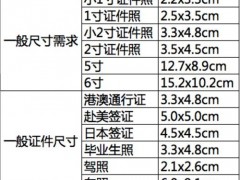 2寸证件照尺寸 二寸
2寸证件照尺寸 二寸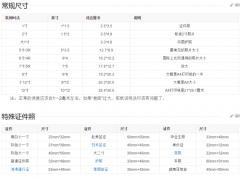 一寸照片的尺寸是多
一寸照片的尺寸是多 非典为什么突然消失
非典为什么突然消失